|
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ШТИФТЫ КОНИЧЕСКИЕ РАЗВОДНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 19119-80 ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата
введения 01.01.81 Постановлением Госстандарта СССР № 1176 от 28.06.91 снято
ограничение срока действия Настоящий стандарт
распространяется на конические разводные штифты общемашиностроительного
применения диаметром от 5 до 16 мм. Стандарт
полностью соответствует стандарту СТ СЭВ 1488-78. 1. ОСНОВНЫЕ РАЗМЕРЫ
1.1.
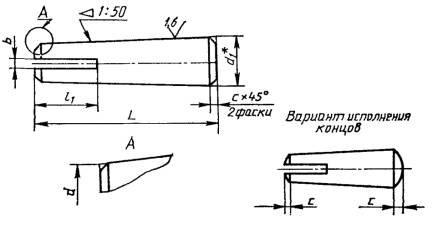
Размеры штифтов должны соответствовать указанным на чертеже и в таблице.
* Размер для справок Примечание.
Вариант исполнения концов штифтов выбирается изготовителем.
Длина
штифтов L должна выбираться из следующего ряда: 40, 45, 50, 55, 60,
70, 80, 90, 100, 120, 140, 160, 200, 250 мм. Пример условного обозначения
штифта диаметром d
= 10 мм, длиной L
= 80 мм, без покрытия: Штифт 10 ´ 80 ГОСТ 19119-80 То же, с
химическим окисным покрытием, пропитанным маслом: Штифт 10 ´ 80 Хим.Окс.прм ГОСТ
19119-80 1.2. Теоретическая
масса штифтов указана в приложении 1. 2. ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ
2.1. Штифты должны изготовляться в соответствии с требованиями
настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке. 2.2. Предельные отклонения диаметра штифтов d - h10, длины L - j815, длины прорези l1 - h14, ширины прорези b - H14. 2.3. Смещение прорези b относительно
оси штифта - IТ14. За номинальный размер при определении предельного
отклонения следует принимать параметр b. 2.4. Предельные отклонения конусности штифтов 2.5. Неуказанные предельные отклонения размеров: до 0,3 - плюс
0,1 мм, свыше 0,3 до 1 - плюс 0,15 мм, свыше 1 мм - j8 15. 2.6. Материал - сталь марки 45 по ГОСТ
1050-88. 2.7. Штифты должны применяться без покрытия или с покрытием Хим.
Окс. прм по ГОСТ
9.306-85. Технические требования к покрытию - по ГОСТ
9.301-86. 2.8. На поверхности штифта не допускаются трещины, риски, выводящие
размеры изделий за предельные отклонения, заусенцы на прорези, коррозия. 2.9. Допускается при необходимости обеспечения
взаимозаменяемости для применения в изделиях, спроектированных до 1 января 1980
г., по согласованию с потребителем изготавливать штифты конические разводные с
допусками по приложению 2. 3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по
ГОСТ 17769-83
для изделий повышенной и нормальной точности. 4. МЕТОДЫ КОНТРОЛЯ
4.1. Внешний вид штифтов
проверяют осмотром без применения увеличительных приборов. Допускается в спорных случаях использовать лупу с 2,5 -
3-кратным увеличением. Допускается проверка трещин специальными методами. 4.2. Конусность
конических штифтов контролируется универсальными методами и средствами. 4.3. Контроль качества
покрытия - по ГОСТ 9302-88. 4.4. Шероховатость
рабочей поверхности штифтов проверяется путем сравнения с эталонными образцами
по ГОСТ 9378-75 или приборам. 5. УПАКОВКА И
МАРКИРОВКА
Упаковка штифтов и маркировка тары - по ГОСТ
18160-72. ПРИЛОЖЕНИЕ 1
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
Длина штифта L, мм |
Теоретическая
масса 1000 шт. штифтов, кг » при номинальном диаметре d,
мм |
|||||
|
5 |
6 |
8 |
10 |
12 |
16 |
|
|
40 |
6,72 |
- |
- |
- |
- |
- |
|
45 |
7,76 |
- |
- |
- |
- |
- |
|
50 |
8,84 |
8,51 |
- |
- |
- |
- |
|
55 |
10,40 |
9,35 |
- |
- |
- |
- |
|
60 |
11,13 |
15,20 |
25,5 |
- |
- |
- |
|
70 |
14,00 |
19,20 |
31,6 |
49,0 |
- |
- |
|
80 |
15,20 |
21,90 |
36,3 |
54,0 |
73,0 |
- |
|
90 |
16,90 |
25,55 |
42,1 |
62,4 |
84,0 |
- |
|
100 |
- |
29,20 |
47,9 |
70,9 |
95,0 |
170 |
|
120 |
- |
- |
57,5 |
85,1 |
114,0 |
204 |
|
140 |
- |
- |
67,1 |
99,3 |
133,0 |
238 |
|
160 |
- |
- |
- |
129,2 |
171,0 |
293 |
|
200 |
- |
- |
- |
- |
228,0 |
386 |
|
250 |
- |
- |
- |
- |
- |
515 |
ПРИЛОЖЕНИЕ
2
Справочное
Допуски
для штифтов по системам ЕСДП и ОСТ
|
Поля допусков |
|
|
по ЕСДП |
по системе
ОСТ |
|
h 10 |
C3 a |
|
h 14 |
B7 |
|
H 14 |
A7 |
|
js 15 |
CM8 |
СОДЕРЖАНИЕ
|
|
|
|