|
|
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ЛИСТЫ
АСБЕСТОЦЕМЕНТНЫЕ ВОЛНИСТЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ МЕЖГОСУДАРСТВЕННАЯ
НАУЧНО-ТЕХНИЧЕСКАЯ КОМИССИЯ ПО СТАНДАРТИЗАЦИИ И ТЕХНИЧЕСКОМУ НОРМИРОВАНИЮ В
СТРОИТЕЛЬСТВЕ (МНТКС) Москва Предисловие 1 РАЗРАБОТАН Акционерным
обществом "Стромкомпозит" Российской Федерации ВНЕСЕН Минстроем России 2 ПРИНЯТ Межгосударственной
научно-технической комиссией по стандартизации и техническому нормированию в
строительстве (МНТКС) 19 апреля 1995 г. За принятие голосовали:
3 ВВЕДЕН В ДЕЙСТВИЕ с 1
сентября 1996 г. в качестве государственного стандарта Российской Федерации
Постановлением Минстроя России от 22 февраля 1996 г. № 18 - 12 4 ВЗАМЕН ГОСТ 20430-84 и ГОСТ 16233-77 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 1996-09-01 Содержание 1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт
распространяется на асбестоцементные волнистые листы (далее - листы) и детали к
ним, предназначенные для устройства кровель и стеновых ограждений зданий и
сооружений. Стандарт устанавливает
обязательные требования, изложенные в разделах 6, 7,
подразделах 4.2, 4.3, 8.2, пунктах 3.2, 3.4 - 3.7, 4.1.2
- 4.1.4, 4.4.2, 8.1.3 - 8.1.5. 2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте
использованы ссылки на следующие стандарты: ГОСТ
3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические
условия ГОСТ 3560-73 Лента
стальная упаковочная. Технические условия ГОСТ 8747-88
Изделия асбестоцементные листовые. Методы испытаний ГОСТ
10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие
технические условия ГОСТ 14192-77 Маркировка грузов ГОСТ
15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные
районы. Упаковка, маркировка, транспортирование и хранение ГОСТ
22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие
требования по обеспечению сохранности при производстве погрузочно-разгрузочных
и маневровых работ ГОСТ 30244-94
Материалы строительные. Методы испытаний на горючесть ГОСТ 30301-95 Изделия
асбестоцементные. Правила приемки 3 ФОРМА И ОСНОВНЫЕ РАЗМЕРЫ
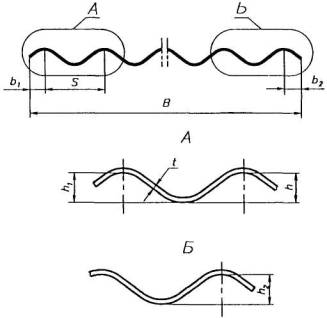
3.1 По форме поперечного
сечения (профилю, рисунок 1) листы изготавливают двух видов, определяемых
высотой и шагом волны; обозначение профиля листа - 40/150; 54/200, где в
числителе указана высота, а в знаменателе - шаг волны в миллиметрах.
Рисунок 1 - Форма поперечного сечения волнистого листа 3.2 Основные размеры листов
должны соответствовать указанным в таблице 1. Таблица 1 В миллиметрах
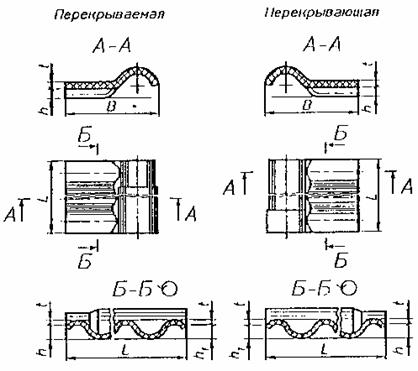
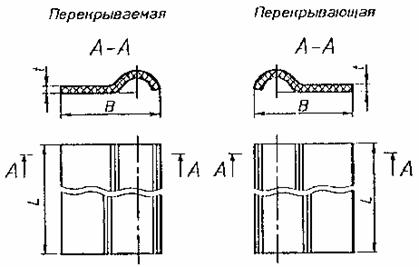
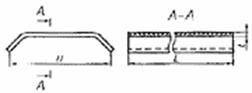
3.3 Форма деталей и их сокращенное
обозначение приведены на рисунках 2
- 5 и в таблице 2. Таблица 2
Рисунок 3 - Упрощенные коньковые детали
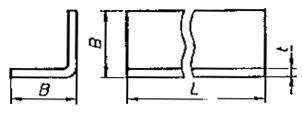
Рисунок 4 - Равнобокая угловая деталь
3.4 Основные размеры деталей
должны соответствовать указанным в таблице 3. Таблица 3 В миллиметрах
3.5 Листы и лотковые детали
должны иметь прямоугольную форму в плане. Отклонение от прямоугольности не должно
быть более 15 мм. 3.6 Продольные кромки
листов, лотковых и равнобоких угловых деталей должны быть прямолинейными.
Отклонение от прямолинейности не должно быть более 10 мм. 3.7 Условное обозначение листов
и деталей должно состоять из: - обозначения профиля листа,
сокращенного обозначения детали; - числа волн (только для
листов профиля 40/150); - толщины (только для листов
профиля 54/200); - обозначения настоящего
стандарта. Примеры условных обозначений: 1 Лист профиля 40/150
восьмиволновый: 40/150
- 8 ГОСТ 30340-95 2 Лист профиля 54/200
толщиной 7,5 мм: 54/200 - 7,5 ГОСТ 30340-95 3 Деталь упрощенная
коньковая перекрывающая к листам профиля 54/200: УКУ-2 ГОСТ 30340-95 3.8 Справочная масса листов и деталей приведена в приложении А. 4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Листы и детали должны
изготовляться в соответствии с требованиями настоящего стандарта по
технологическому регламенту, утвержденному предприятием-изготовителем. 4.1 Внешний вид
4.1.1 Листы и детали могут
выпускаться окрашенными и неокрашенными. 4.1.2 Листы и детали не должны
иметь отколов, пробоин и сквозных трещин. Допускаются малозначительные
дефекты: - отдельные сдиры
протяженностью в любом направлении не более 100 мм; - отдельные щербины с одной
стороны листа (детали) размером не более 15 мм в направлении, перпендикулярном
кромке изделия. Общая величина щербин, измеренная вдоль кромки изделия, не
должна превышать 60 мм; - отдельные поверхностные
разрывы длиной не более 100 мм и шириной 2 мм. Суммарное число
малозначительных дефектов на одном листе (детали) в любой комбинации не должно
быть более трех, а число листов (деталей) с такими дефектами в выборке не
должно быть более одной трети ее объема. 4.1.3 Цвет окрашенных листов
и деталей и интенсивность их окраски должны соответствовать образцам-эталонам,
утвержденным предприятием-изготовителем. 4.1.4 Поверхность листов и
деталей должна быть равномерно окрашенной, без высолов и пятен, видимых на
расстоянии 10 м. 4.2 Физико-механические
показатели
4.2.1 Физико-механические
показатели листов и деталей должны соответствовать указанным в таблице 4. Таблица 4
4.2.2 Окрашенная
поверхность листов и деталей должна быть устойчива к истиранию. Прочность
цветного покрытия, измеряемая количеством израсходованного при истирании
кварцевого песка, должна быть не менее 3 кг. 4.3 Маркировка
4.3.1 На лицевой поверхности
перекрываемой части листов и деталей должны быть нанесены: - товарный знак или
наименование предприятия-изготовителя; - обозначение профиля листа
(сокращенное обозначение детали), а на листах профиля 54/200 также толщина; - номер партии. 4.3.2 Качество маркировки должно
быть таким, чтобы исключалась возможность оспорить ее содержание. 4.4 Упаковка
4.4.1 Листы и детали
поставляют без упаковки. 4.4.2 В районы Крайнего Севера и
труднодоступные районы листы и детали должны поставляться в упакованном виде или
в специализированных кассетах, а также, по согласованию с МПС, в универсальных
крупнотоннажных контейнерах. Тара и упаковка - по ГОСТ
15846. 5 ПОЖАРНО-ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Асбестоцементные волнистые
листы и детали к ним относятся к группе негорючих строительных материалов по ГОСТ
30244. 6 ПРАВИЛА ПРИЕМКИ
6.1 Каждая партия листов и
деталей должна быть принята службой технического контроля
предприятия-изготовителя в соответствии с требованиями настоящего стандарта. 6.2 Правила приемки - по ГОСТ 30301
со следующим дополнением. Партию листов (деталей) принимают, если при
проведении приемосдаточных испытаний по прочности на истирание цветного
покрытия и состоянию окрашенной поверхности каждое изделие, отобранное для
контроля, удовлетворяет требованиям настоящего стандарта. 6.3 При приемочном контроле
предприятие-изготовитель может проводить приемосдаточные испытания по
показателю испытательной планочной нагрузки вместо сосредоточенной штамповой
нагрузки. Значения испытательной
планочной нагрузки приведены в приложении
Б. 6.4 При проведении
инспекционных проверок и контроля потребителем порядок отбора листов и деталей,
число отбираемых изделий (объем выборки) и оценка результатов контроля - по ГОСТ 30301. 6.5 Предприятие-изготовитель
должно сопровождать каждую поставку листов и деталей документом о качестве, в
котором указывают: - наименование и адрес
предприятия-изготовителя; - условное обозначение
листов (деталей); - номер партии и дату
изготовления; - количество листов и
деталей каждой партии в поставке; - результаты испытаний
каждой партии; - обозначение настоящего
стандарта. 7 МЕТОДЫ КОНТРОЛЯ
7.1 Методы контроля - по ГОСТ
8747 и настоящему стандарту. 7.2 Длину деталей измеряют
следующим образом: - коньковых и упрощенных коньковых
деталей - вдоль оси раструбной части; - равнобокой угловой детали
- вдоль одной из боковых кромок; - лотковой детали - вдоль
оси детали. 7.3 Ширину коньковых и
упрощенных коньковых деталей измеряют один раз посередине детали с использованием
прямоугольных упоров; ширину равнобокой угловой детали и лотковой детали - у
обеих торцевых кромок на расстоянии 30 - 50 мм от кромки. Каждое измерение должно быть
в пределах допускаемых отклонений. 7.4 Высоту каждой рядовой
волны и перекрывающей волны коньковых деталей измеряют с торцевой стороны
волнистой части. 7.5 Испытание
сосредоточенной штамповой нагрузкой следует проводить для листов: - профиля 40/150 - по схеме
с двумя пролетами с расстоянием между опорами l, равным (750±5) мм в осях; - профили 54/200 - по схеме
с одним пролетом с расстоянием между опорами l, равным (1500±5) мм в осях. 7.6 Величина предела
прочности при изгибе отдельного образца не должна быть ниже нормативной,
указанной в таблице 4, более чем на 10 %. При испытании прочности
листов испытательной планочной нагрузкой листы следует испытывать по схеме в
соответствии с чертежом 12 ГОСТ 8747. 7.7 При определении ударной
вязкости необходимо использовать, в зависимости от вида детали, прокладки,
маятник и пояс шкалы копра в соответствии с таблицей 5. Таблица 5
8 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
8.1 Транспортирование
8.1.1 Транспортирование
листов и деталей производится транспортом любого вида с соблюдением Правил
перевозок грузов, установленных для транспорта данного вида, и требований
другой документации, утвержденной в установленном порядке. Транспортирование листов и
деталей железнодорожным транспортом производится на платформах, в полувагонах и
крытых вагонах. При этом их размещение и крепление должно производиться в
соответствии с ГОСТ
22235 и Техническими условиями погрузки и крепления грузов, утвержденными
МПС. 8.1.2 Транспортирование
листов и деталей осуществляют в пакетированном виде: - в специализированных
кассетах и других средствах пакетирования; - в деревянных решетчатых
ящиках по ГОСТ
10198; - в транспортных пакетах,
сформированных с использованием деревянных подкладок или поддонов. В качестве
обвязок применяют стальную ленту по ГОСТ 3560 или
проволоку по ГОСТ
3282. Количество обвязок, их сечение, размеры подкладок и поддонов
устанавливаются соответствующими нормативными документами. 8.1.3 Габаритные размеры пакетов
не должны превышать по длине 1950 мм, по ширине 1350 мм, по высоте 1880 мм;
масса пакета не должна быть более 5000 кг. 8.1.4 Транспортные пакеты
должны быть маркированы в соответствии с ГОСТ 14192 с указанием основных, дополнительных и
информационных подписей, выполненных на самом пакете или ярлыке, надежно
прикрепляемом к пакету. 8.1.5 Допускается
транспортировать листы стопами в непакетированном виде и крытых железнодорожных
вагонах и автомобилях. При погрузке в крытые
железнодорожные вагоны число листов в штабеле, состоящем из одной или более
стоп, не должно превышать: 165 шт. - для листов профиля
40/150; 150 шт. " " " 54/200 толщиной
6,0 мм; 130 шт. " " " 54/200 " 7,5
мм. 8.2 Хранение
8.2.1 Хранение листов и
деталей у изготовителя должно осуществляться в соответствии с технологическим
регламентом, утвержденным в установленном порядке, с соблюдением требований
техники безопасности и сохранности продукции. 8.2.2 Транспортные пакеты
при хранении у потребителя могут быть установлены друг на друга в штабели. Стопы непакетированных
листов должны храниться у потребителя на поддонах (подкладках). Стопы вместе с
поддонами (подкладками) могут быть установлены друг на друга в штабели. 8.2.3 Установка транспортных
пакетов или стоп с поддонами (подкладками) друг на друга должна осуществляться
в соответствии с правилами техники безопасности. При этом общая высота штабеля
из транспортных пакетов не должна превышать 3,5 м, а из стоп - 2,5 мм. 8.2.4. При
погрузочно-разгрузочных, транспортно-складских и других работах не допускаются
удары по листам и деталям и их сбрасывание с какой бы то ни было высоты;
грузозахватные устройства должны иметь защитные приспособления (прокладки),
исключающие возможность повреждения изделии. 9 УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
9.1 При применении листов и
деталей следует руководствоваться проектной документацией, утвержденной в
установленном порядке. 9.2 Назначение листов и деталей приведено в таблицах 6 и 7. Таблица 6
Таблица 7
ПРИЛОЖЕНИЕ
А
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вил листа |
Масса, кг |
|
40/150 7 - волновый |
23,2 |
|
40/150 8 - волновый |
26,1 |
|
54/200 толщиной 6,0 мм |
26,0 |
|
54/200 толщиной 7,5 мм |
35,0 |
Таблица A.2 - Справочная масса деталей
|
Сокращенное обозначение детали |
Масса, кг |
|
КС-1 КС-2, КУ-1, КУ-2 |
8,0 |
|
УKC-1, УKC-2 |
4,9 |
|
УКУ-1 |
7,5 |
|
УКУ-2 |
7,4 |
|
РС |
14,3 |
|
PУ |
14,7 |
|
ЛС |
8,0 |
|
ЛУ |
11,4 |
Примечание - Значения массы листов и деталей получены расчетным путем, исходя из влажности 12 %, являются ориентировочными и не могут быть использованы в качестве нормативных.
ПРИЛОЖЕНИЕ Б
(обязательное)
ЗНАЧЕНИЕ ИСПЫТАТЕЛЬНОЙ ПЛАНОЧНОЙ НАГРУЗКИ
АСБЕСТОЦЕМЕНТНЫХ ВОЛНИСТЫХ ЛИСТОВ
Таблица Б.1
|
Профиль листа |
Ширина, мм |
Толщина, мм |
Испытательная планочная нагрузка, кН (кгс) |
|
40/150 |
980 |
5,8 |
2,60(260) |
|
40/150 |
1130 |
5,8 |
3,00(300) |
|
54/200 |
1125 |
6,0 |
4,90(490) |
|
54/200 |
1125 |
7,5 |
5,25(525) |
Ключевые слова: листы асбестоцементные волнистые, детали к ним, профиль листа, устройство кровель и стеновых ограждений
|
|
|
|