|
|
ГОСТ 30482-97 МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ СВАРКА СТАЛЕЙ Требования
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ Минск Предисловие 1 РАЗРАБОТАН Институтом электросварки
им. Е.О. Патона Национальной Академии наук Украины; Межгосударственным
техническим комитетом по стандартизации МТК 72 «Сварка и родственные процессы» ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии
и сертификации 2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и
сертификации (протокол № 11 от 23.04.97) За принятие проголосовали:
3 Постановлением Государственного
комитета Российской Федерации по стандартизации и метрологии от 22 января 2001
г. № 26-ст межгосударственный стандарт ГОСТ 30482-97 введен в действие
непосредственно в качестве государственного стандарта Российской Федерации с 1
января 2002 г. 4 ВВЕДЕН ВПЕРВЫЕ СОДЕРЖАНИЕ МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СВАРКА СТАЛЕЙ
ЭЛЕКТРОШЛАКОВАЯ Требования к
технологическому процессу Electroslag welding of steels. Requirements for technological process Дата введения 2002-01-01 1 Область примененияНастоящий стандарт
устанавливает требования к технологическому процессу электрошлаковой сварки
(далее - ЭШС) проволочным электродом или плавящимся мундштуком углеродистых и
низколегированных сталей с содержанием легирующих элементов не более 2,5 %. Стандарт не распространяется
на электрошлаковую сварку пластинчатым электродом. 2 Нормативные ссылкиВ настоящем стандарте
использованы ссылки на следующие стандарты: ГОСТ
12.1.005-88 Система стандартов безопасности труда. Общие
санитарно-гигиенические требования к воздуху рабочей зоны ГОСТ
12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1
«Лепесток». Технические условия ГОСТ
17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых
выбросов вредных веществ промышленными предприятиями ГОСТ 380-94 Сталь
углеродистая обыкновенного качества. Марки ГОСТ 859-78 Медь. Марки ГОСТ 977-88 Отливки
стальные. Общие технические условия ГОСТ
1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности
из углеродистой качественной конструкционной стали. Общие технические условия ГОСТ
1577-93 Прокат толстолистовой и широкополосный из конструкционной
качественной стали. Технические условия ГОСТ 2226-88 (ИСО 6590-1-83,
ИСО 7023-83) Мешки бумажные. Технические условия ГОСТ 2246-70
Проволока стальная сварочная. Технические условия ГОСТ 2789-73
Шероховатость поверхности. Параметры, характеристики и обозначения ГОСТ 3242-79
Соединения сварные. Методы контроля качества ГОСТ
4543-71 Прокат из легированной конструкционной стали. Технические условия ГОСТ
5520-79 Прокат листовой из углеродистой, низколегированной и легированной
стали для котлов и сосудов, работающих под давлением. Технические условия ГОСТ
5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие
и жаропрочные. Марки ГОСТ
7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование
и хранение ГОСТ 9087-81 Флюсы
сварочные плавленые. Технические условия ГОСТ
14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали
обыкновенного качества. Технические условия ГОСТ 14792-80 Детали и
заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность,
качество поверхности реза ГОСТ
15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры ГОСТ
19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО
4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические
условия ГОСТ 19903-74 Прокат
листовой горячекатаный. Сортамент ГОСТ 24297-87
Входной контроль продукции. Основные положения ГОСТ 25054-81 Поковки из
коррозионно-стойких сталей и сплавов. Общие технические условия ГОСТ 26131-84 Поковки из
жаропрочных и жаростойких сплавов. Общие технические условия 3 ОпределенияВ настоящем стандарте
применяют следующие термины с соответствующими определениями: 3.1 входной карман:
Устройство для обеспечения начала процесса сварки при ЭШС. 3.2 выводные планки:
Устройство для обеспечения вывода шлаковой ванны при завершении ЭШС шва. 3.3 плавящийся мундштук:
Устройство для токоподвода и направления подачи электродной проволоки; плавится
одновременно с проволокой при ЭШС. 3.4 подкарманник:
Устройство, удерживающее флюс для подстраховки кармана от прогорания при начале
ЭШС кольцевого шва. 3.5 сварка с колебаниями
электрода: Сварка с возвратно-поступательными перемещениями электрода в
зазоре по толщине шва. 3.6 сухой вылет
электрода: Длина электрода от нижнего торца токоподводящего мундштука до
зеркала шлаковой ванны. 3.7 формирующее
устройство: Устройство, обеспечивающее формирование внешней поверхности шва
и удерживающее от вытекания расплавленный шлак и металл при ЭШС. 3.8 шлаковая ванна:
Объем расплавленного флюса при ЭШС, ограниченный свариваемыми кромками
заготовок и формирующими устройствами. 4 ОбозначенияВ настоящем стандарте
приняты следующие обозначения: S
- толщина
стенок свариваемого металла заготовок, мм; bр -
расчетный завариваемый зазор между свариваемыми кромками заготовок, мм В - ширина завариваемого зазора
между заготовками, мм; Н - длина шва, мм; Vп - скорость
подачи электродной проволоки, м/ч; Vс -
скорость сварки, м/ч; U
- напряжение
сварочного тока на электродных проволоках, В; I
- сила
сварочного тока, А; hш - глубина
шлаковой ванны, мм; l
- сухой
вылет электрода, мм; п - количество электродных
проволок, шт.; d
-
расстояние между электродами, мм;
Fн -
площадь завариваемого зазора, Fн = SB, см2; Vк -
скорость поперечных колебаний электрода, м/ч;
t
-
длительность остановки электродных проволок у формирующих устройств, с; Fм -
площадь поперечного сечения плавящегося мундштука Вм - ширина плавящегося
мундштука, мм;
VF -
объем флюса, см2. 5 Требования5.1 Требования к основным и вспомогательным сварочным материаламЭШС применяют для сварки
сталей: - углеродистых обыкновенного
качества марок Ст3 и Ст5 по ГОСТ 380; - углеродистых качественных
конструкционных марок 20, 25, 30 по ГОСТ
1050; 15К, 20К по ГОСТ
5520; 15Л, 20Л, 25Л, 30Л, 35Л по ГОСТ 977; - легированных
конструкционных марок 09Г2С, 16ГС по ГОСТ
19281; 35Х, 30ХГСА, 35ХМ, 20ХНМФ, 20ХНЗМА по ГОСТ
4543; 20ГСЛ, 08ГДНФЛ по ГОСТ 977; 16ГНМА,
10ГН2МФА, 15Х2МФА, 08Х18Н10Т, 12Х18Н10Т по ГОСТ
5632. Стали применяют в виде
заготовок из толстолистового проката поковок и отливок. Толстолистовой прокат
поставляют толщиной не более 160 мм в соответствии с ГОСТ
14637, ГОСТ
1577, ГОСТ
5520, ГОСТ
19903. Поковки должны
соответствовать ГОСТ 25054, ГОСТ 26131. Отливки должны
соответствовать ГОСТ 977. Поковки и отливки могут быть
поставлены заказчику по другим согласованным нормативным документам. ЭШС стали выполняют
электродной проволокой диаметром 3 мм по ГОСТ 2246. Перед использованием в технологическом
процессе ЭШС проволоку из бухты, при наличии на ней заводского ярлыка и номера
партии, необходимо перемотать на катушку и при необходимости очистить проволоку
от технологической пленки, а конец проволоки после наматывания вставить в отверстие
на щеке катушки и загнуть. Категорически запрещается
конец проволоки на катушке заводить под витки с целью предотвращения размотки. При необходимости
допускается соединять концы проволоки контактной стыковой сваркой. Место стыка
должно быть тщательно зачищено до номинального диаметра проволоки и помечено
белой краской для контроля прохода стыка в мундштук. Флюс следует просушить в
сушильном шкафу от 3 до 4 ч при температуре, указанной в НД, для конкретной
марки флюса. Транспортирование флюса из
склада в цех и по цеху должно осуществляться только в закрытой таре. При ЭШС используют плавленые
флюсы АН-8, АН-22 по ГОСТ 9087. Для уплотнения зазоров между
формирующими устройствами и свариваемыми кромками заготовок используют глину. Категорически запрещается
использовать для уплотнения мокрый асбест, так как он является канцерогенным
материалом. Для охлаждения устройств,
формирующих наружную поверхность шва, используют воду из цеховой системы
водоснабжения с замкнутым циклом водоиспользования. 5.2 Требования к подготовке свариваемых заготовок и сварочных материаловПоставляемые материалы
подвергают входному контролю в соответствии с требованиями ГОСТ 24297. Перед запуском в
производство толстолистовой прокат, кованые и литые заготовки должны быть
очищены от случайных загрязнений и влаги. Размер заготовок из
листового проката определяют с учетом расчетного зазора в соответствии с ГОСТ
15164. Заготовки из листовой
углеродистой и низколегированной стали вырезают механизированной кислородной
резкой. Допустимая шероховатость
поверхности реза и предельные отклонения реза от перпендикулярности для
листовой стали толщиной до 100 мм должны соответствовать требованиям,
предъявляемым к заготовкам 2-го класса точности по ГОСТ 14792; при толщине
листа более 100 мм отдельные выступы и впадины не должны быть более 3 мм и
отклонение от перпендикулярности поверхности реза не должно быть более 4 мм. Подготовку кромок в месте
сварки литых и кованых заготовок толщиной 200 мм и более выполняют резанием на
металлообрабатывающих станках. Подготовку кромок
свариваемых заготовок из среднелегированных сталей выполняют резанием на
металлообрабатывающих станках. На литых заготовках прибыли
не должны располагаться в местах сварки. В литых и кованых заготовках
поверхность под формирующие планки выполняют резанием с шероховатостью
поверхности Rz = 125 мкм по ГОСТ
2789 на ширину не более 80 мм от кромки в местах сварки. В заготовках из проката поверхность
под планки зачищают от окалины и заусенцев шлифовкой переносным наждачным
кругом. Кромки под кольцевые швы
выполняют обработкой металла кислородным резанием. Для ультразвукового контроля
сварного соединения поверхность заготовки, прилегающую к сварному шву на
ширину, равную 1,5 толщины свариваемого металла, обрабатывают с шероховатостью Rz = 1,6 мкм по ГОСТ
2789. При формировании поверхности
шва неподвижными или переставными медными водоохлаждаемыми накладками
поверхность под них допускается не обрабатывать. Форма разделки кромок в
местах сварки и ее геометрические параметры по ГОСТ
15164. Для компенсации деформации
свариваемых заготовок и сохранения в процессе сварки заданного заварочного
зазора последний должен иметь форму клина, расширяющегося кверху. Размеры зазора между
свариваемыми заготовками должны соответствовать указанным в таблице 1. Таблица
1 В
миллиметрах
Фиксацию свариваемых
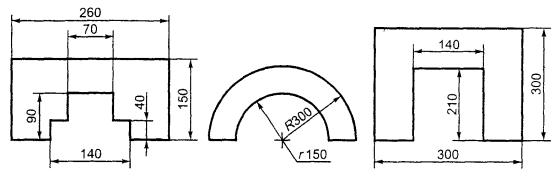
заготовок при сборке осуществляют скобами и (или) планками. Конструкция и размеры скоб
должны соответствовать приведенным на рисунке 1. Скобы следует
изготовлять из листового металла толщиной 30-50 мм. Расстояние между скобами
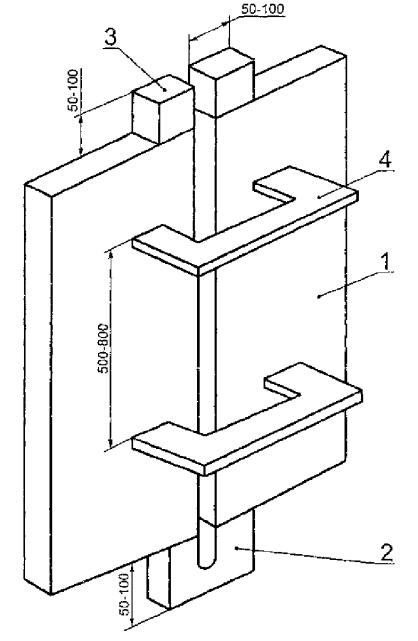
устанавливают 500-800 мм вдоль завариваемого зазора между заготовками. Скобы и планки приваривают
односторонними угловыми швами. Швы следует располагать не ближе 80 мм от кромок
заготовок. Размеры сварочных планок и
скоб зависят от толщины и массы свариваемых заготовок и при необходимости
транспортирования конструкции в сборе должны быть рассчитаны вместе со швами на
прочность. Для начала электрошлакового
процесса с одного конца завариваемого зазора устанавливают входной карман. Для
вывода усадочной раковины с другого конца зазора устанавливают выводные планки
(рисунок 2).
Рисунок 1 - Конструкция и
размеры скоб для фиксации заготовок при ЭШС
1 - свариваемые заготовки, 2 - входной карман, 3 - выводные
планки; 4 - закрепляющие скобы Рисунок 2 - Схема ЭШС прямого завариваемого
зазора между заготовками Приварку входного кармана,
выводных планок, скоб и сборочных планок к сталям, склонным к закалке,
производят с подогревом мест сварки до 200 °С. Для предотвращения образования
холодных трещин в заготовках из сталей с углеродным эквивалентом
где С, Mn, Si, Ni, Cr, Cu, Мо, V, Р - массовое
содержание в процентах соответствующих химических элементов. Режимы подогрева сталей в
зависимости от углеродного эквивалента должны соответствовать указанным в таблице 2. Таблица 2
Сборку кольцевых
завариваемых зазоров выполняют с помощью центрирующих сборочных планок и дистанционных
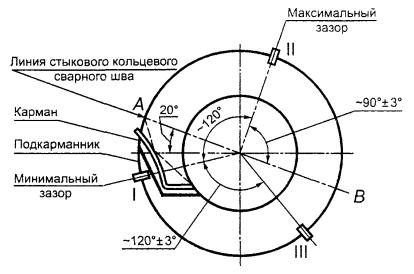
прокладок, фиксирующих значение требуемого зазора. Для начала ЭШС в зазоре
устанавливают карман и подкарманник (рисунок 3) по разметке. В точке I (дно
кармана) размер зазора должен быть минимальным (Вmin). В точке II
пересечения радиуса, перпендикулярного к линии АВ, с внешней окружностью
кромок свариваемых заготовок размер зазора должен быть максимальным (Вmax).
Линия АВ проведена через точку пересечения линии стыка кольцевого
сварного шва с внешней окружностью кромок свариваемых заготовок и их центр. В точке III
размер зазора должен составлять - Размеры зазора между
кромками свариваемых кольцевых заготовок должны соответствовать указанным в таблице 3.
Рисунок 3 - Схема ЭШС
кольцевого завариваемого зазора между заготовками Таблица
3 В
миллиметрах
Входной карман и
подкарманник выполняют из листовой стали толщиной 30-40 мм. По наружной
окружности кольцевого завариваемого зазора приваривают к заготовкам сборочные планки
на расстоянии 500-600 мм друг от друга, при этом швы не должны доходить до
свариваемых кромок заготовок на 80 мм. Превышение одной кромки над
другой не должно быть более 1 мм. Форма плавящегося мундштука
определяется конфигурацией завариваемого зазора между заготовками. Плавящийся
мундштук представляет собой набор стальных пластин или стержней, снабженных
направляющими каналами диаметром от 4,5 до 5 мм для подачи электродной
проволоки диаметром 3 мм. Направляющие каналы могут иметь форму спирали, навитой
из сварочной проволоки. Длину мундштука определяет длина завариваемого зазора
между заготовками с учетом длин входного кармана, выходных планок и конструкции
держателя мундштука. По длине мундштука со стороны кромок заготовок на
расстоянии от 200 до 250 мм закрепляют изоляторы для предотвращения замыкания
электрического тока на корпус изделия при ЭШС. Изоляторы изготовляют из
стеклоткани и жидкого стекла или из смеси плавикового шпата и жидкого стекла по
НД. Количество электродных проволок в мундштуке n определяют по формуле (2).
Полученное значение n округляют до целого числа и
вновь подставляют в формулу (2), уточняя значение d. n = (S-40)/d+1. (2) Толщину пластины плавящегося
мундштука выбирают в зависимости от расстояния между электродными проволоками
согласно таблице
4. Таблица
4 В
миллиметрах
При установке плавящегося
мундштука в завариваемый зазор нижний торец его должен находиться на расстоянии
40-50 мм от дна входного кармана. Крайние каналы мундштука должны быть параллельны
кромкам заготовок и находиться на расстоянии 15-17 мм от их поверхности. 5.3 Требования к технологическому процессу сваркиЭШС выполняют с допустимым
отклонением до ±15° от вертикального положения завариваемого зазора с
принудительным формированием шва и использованием переменного или постоянного
тока. Выполнение всего шва следует осуществлять без случайных (вынужденных)
остановок. Проволочным электродом
выполняют сварку прямолинейных и кольцевых швов при толщине свариваемого
металла 30-450 мм. Плавящимся мундштуком
выполняют сварку прямолинейных и криволинейных швов при толщине свариваемого
металла 30-3000 мм. 5.3.1 Требования к составу и
последовательности технологических операций ЭШС 5.3.1.1 Сварка прямолинейных
швов проволочными электродами До начала сварки необходимо: - установить сварочный
аппарат на завариваемый зазор; - выставить необходимый
вылет электродов путем изменения положения формирующих устройств; - проверить точность
движения формирующих устройств относительно завариваемого зазора; - установить аппаратом
необходимую плоскость движения электродов посредине длины зазора и
отрегулировать размах колебаний электродов; - переместить аппарат в
карман так, чтобы электроды находились от дна кармана на расстоянии 110-120 мм,
установить и прижать к заготовкам формирующие устройства; - формирующие устройства
снаружи обмазать глиной по контуру прилегания к поверхности свариваемых
заготовок и пустить воду для охлаждения; - на дно кармана засыпать
слой металлической стружки или крупки толщиной 10-12 мм, затем слой флюса
толщиной 10-15 мм; - сварочный аппарат привести
в рабочее состояние. Сварку начинают, когда
скорость подачи электродной проволоки составляет 200-250 м/ч. После
возникновения дуги следует снизить скорость подачи проволоки до (150±50) м/ч и
в течение 3-4 мин создать в зазоре необходимой глубины шлаковую ванну и
обеспечить устойчивый электрошлаковый процесс сварки. При подходе зеркала
шлаковой ванны к верхнему срезу формирующих устройств надо включить механизм
вертикального перемещения. Необходимо сравнять скорость
перемещения сварочного аппарата со скоростью сварки заготовок. В течение ЭШС необходимо
обеспечить герметичность шлаковой ванны. После окончания процесса ЭШС
выводят электроды из шлаковой ванны и через 2-3 мин снимают формирующие
устройства и прекращают подачу воды для их охлаждения. 5.3.1.2 Сварка кольцевых
швов проволочными электродами До сварки изделия дно
кармана необходимо расположить горизонтально и установить сварочный аппарат к
завариваемому зазору. Необходимо определить положение мундштуков и требуемое
расстояние между электродами, амплитуду колебаний электродов, положение
концевых выключателей, прилегание формирующего устройства. Зазоры между кромками заготовок,
карманом, подкарманником и формирующим устройством уплотняют (замазывают)
глиной. Между карманом и подкарманником засыпают слой флюса. При необходимости
осуществляют предварительный подогрев газовым пламенем изделия в зоне начала
сварки. На дно кармана под электроды
засыпают железный порошок или мелкую стружку, затем слой флюса толщиной 20-30
мм. Сварку начинают одной
электродной проволокой из верхнего мундштука. Среднюю и нижнюю электродные
проволоки включают после образования шлаковой ванны. Сварку начального участка
шва и заварку кармана ведут до подъема уровня расплавленного металла в ванне на
горизонтальный диаметр путем подъема сварочного аппарата без вращения изделия.
Конец кармана заваривают при неподвижном аппарате и вращающемся изделии. Сварку начинают, когда
скорость подачи электродной проволоки составляет 200-250 м/ч. После
возникновения дуги снижают скорость подачи проволоки до (110±10) м/ч. По мере
расплавления флюса в зазор подсыпают новые порции флюса для получения требуемой
глубины шлаковой ванны. После образования шлаковой
ванны последовательно включают подачу средней и нижней электродных проволок. При уменьшении сухого вылета
электродных проволок до 70 мм его стабилизируют подъемом сварочного аппарата.
При увеличении расстояния между мундштуком и наклонной стенкой кармана по
горизонтали до 20 мм включают колебания электродов с постоянным увеличением их
амплитуды. Значение Когда между уровнем шлаковой
ванны и верхней частью кармана остается 20-30 мм, устанавливают и прижимают к
свариваемым кромкам переднюю часть формирующего устройства так, чтобы ее
верхний срез возвышался над верхом кармана от 45 до 50 мм. Зазор между
формующим устройством и изделием уплотняют (замазывают) глиной. После поднятия верхней части
формирующего устройства на (55±5) мм выше горизонтального диаметра дальнейший
подъем аппарата прекращают и включают вращение изделия. При заварке кольцевого
зазора необходимо периодически проверять положение электродов в зазоре, режим
сварки, подход электродов к формирующему устройству, глубину шлаковой ванны,
плотность прилегания формирующего устройства. Температура охлаждающей воды
должна быть не более 60 °С на выходе из формирующего устройства. После поворота изделия от
0,3 до 0,4 оборота в процессе сварки начальный участок шва вырезают газовой
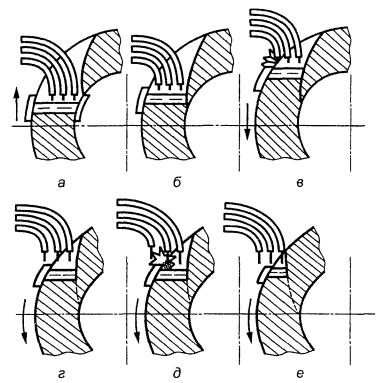
резкой по шаблону с шириной зазора 28-32 мм. Перед замыканием шва (рисунок 4,
а) начальный участок подогревают газовыми горелками вместе с подъемом
аппарата для замыкания шва и заканчивают, когда шлаковая ванна касается начала
замыкания шва (рисунок
4, б). Вращение изделия прекращают
и включают подъем аппарата тогда, когда прямолинейная часть начала шва займет
вертикальное положение (рисунок 4, а). При подъеме аппарата до
начала шва контролируют расстояние от электродов при их остановке до
формирующего устройства. Непосредственно перед подходом уровня шлаковой ванны к
началу шва внутреннюю часть формирующего устройства поднимают вдоль начала шва
на 50-60 мм и плавно снижают скорость подачи электродов на (30±10) м/ч без
изменения напряжения сварки. С момента касания
расплавленным шлаком ванны начала шва и по мере сужения плавильного
пространства мундштуки сближают и уменьшают амплитуду колебания электродов. После сварки вертикальной
части начала шва подъем аппарата прекращают и включают вращение изделия. По
мере уменьшения амплитуды колебаний электродов уменьшают напряжение на (4±1) В
и снижают скорость подачи электродов, обеспечивая скорость сварки 0,3-0,35 м/ч. При уменьшении амплитуды
колебаний до 30 мм нижний электрод выводят из работы, прекратив его подачу и
установив на изделие над формирующим устройством поперечную металлическую
планку для перегорания электрода, если электрод при возвратно-поступательном
перемещении (рисунок
4, в) достигнет планки. После вывода нижнего
электрода расстояние между средним и верхним электродами увеличивают с 55 до 85
мм (рисунок 4,
г) и уточняют подход электродов к формирующему устройству. По мере
уменьшения плавильного пространства выводят из работы средний электрод
аналогично выводу нижнего электрода (рисунок 4, д). Повышают
напряжение на (6±1) В и скорость подачи верхнего электрода на (50±10) м/ч,
корректируя его подход к формирующему устройству (рисунок 4, е). Через
(4±1) мин начинают постоянно снижать напряжение и скорость подачи проволоки.
Рисунок 4 - Схема
заваривания замыкания кольцевого шва При уменьшении плавильного
пространства до 5.3.1.3 Сварка плавящимся
мундштуком Перед началом сварки,
соединив сварочный аппарат и установленный в завариваемом зазоре кармана
электроизолированный от кромок заготовок плавящийся мундштук, заправляют проволоку
в каналы плавящегося мундштука. На дно завариваемого зазора кармана засыпают
стальной порошок, крупку или стружку. На слой стружки засыпают 20-30 % общего
объема флюса и завариваемый зазор закрывают устройствами для формирования
поверхности шва. Места неплотного прилегания формирующих устройств к
поверхности свариваемых заготовок замазывают глиной. В качестве формирующих
устройств используют составные медные водоохлаждаемые накладки. Сварку начинают всеми
электродами или поочередно вводят их по одному при скорости подачи 150-170 м/ч.
Напряжение холостого хода источника питания должно быть 48-50 В. После
установления стабильного дугового процесса скорость подачи проволоки снижают до
(95±5) м/ч, в зазор досыпают флюс. После образования шлаковой
ванны требуемой глубины скорость подачи электродов увеличивают до расчетной,
проверяют напряжение сварки и проводку сварки заготовок. При самопроизвольной
остановке проволоки ее подачу возобновляют при оплавлении низа мундштука
шлаковой ванной. 5.3.2 Требования к режимам и
параметрам ЭШС ЭШС выполняют одной, двумя
или тремя электродными проволоками. Расстояние между сварочными
проволоками d, мм, определяют по формуле
Значение Скорость сварки, напряжение
сварочного тока на электродных проволоках, количество электродных проволок
должны соответствовать указанным в таблице 5. Таблица 5
Глубина шлаковой ванны при
ЭШС любой толщины металла должна быть 40-50 мм; длина сухого вылета электродной
проволоки - 80-100 мм; скорость поперечных колебаний электродных проволок в завариваемом
зазоре должна составлять 40 м/ч; время остановки электродных проволок у
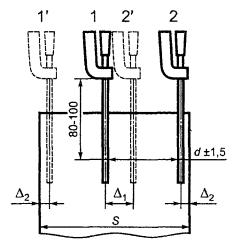
ползунов - 4-5 с. Расположение электродных
проволок в завариваемом зазоре при ЭШС с поперечными колебаниями должно
соответствовать указанному на рисунке 5.
Рисунок 5 - Схема
расположения электродных проволок в завариваемом зазоре при ЭШС с поперечными
колебаниями Скорость подачи электродной
проволоки Vп, м/ч, определяют по формуле
Силу сварочного тока I,
А, на одной электродной проволоке определяют по формуле
Скорость подачи электродной
проволоки Vп, м/ч, при сварке плавящимся мундштуком определяют по
формуле
При ЭШС плавящимся мундштуком
скорость сварки и напряжение сварочного тока на мундштуке должно
соответствовать указанным в таблице 6. Таблица 6
Скорость подачи электрода
должна быть не более критических значений, приведенных в таблице 6. Суммарный сварочный ток I,
А, определяют по формуле
Требуемый объем флюса VF см3, определяют по формуле
5.4. Требования к основному и вспомогательному технологическому оборудованиюДля выполнения ЭШС
необходимо следующее сварочное оборудование: - комплект сварочной
аппаратуры с источником сварочного тока; - устройства для закрепления
(перемещения или вращения) свариваемых заготовок; - устройства для перемещения
вдоль завариваемого зазора сварочного аппарата и (при необходимости)
сварщика-оператора. 5.4.1 Требования к основному
технологическому оборудованию Основное оборудование
состоит из собственно сварочного аппарата с системой управления и источника
питания. При ЭШС электродными
проволоками сварочный аппарат должен обеспечить: - подачу электродной
проволоки в зону сварки с заданной скоростью; - перемещение аппарата вверх
вдоль шва со скоростью сварки; - возвратно-поступательное
движение электродных проволок в завариваемом зазоре между заготовками; - перемещение
водоохлаждаемых ползунов формирующего устройства для принудительного
формирования наружной поверхности сварных швов. Скорость подачи электродной
проволоки регулируют, как правило, от 65 до 480 м/ч. Скорость перемещения
сварочного аппарата при сварке регулируют от 0,15 до 9,0 м/ч. В сварочных
аппаратах для ЭШС плавящимся мундштуком скорость подачи электродной проволоки
регулируют от 14 до 306 м/ч. Источник питания переменного
или постоянного тока для ЭШС должен иметь жесткую или пологопадающую
характеристику и возможность регулирования напряжения под нагрузкой.
Оборудование должно обеспечить сварку без вынужденных остановок. 5.4.2 Требования к
вспомогательному технологическому оборудованию Вспомогательное оборудование при
ЭШС обеспечивает установку и перемещение заготовок перед сваркой и в процессе
сварки шва, крепление и перемещение сварочного аппарата, возможность
обслуживания зоны сварки. Сборку заготовок и установку
их в удобное для сварки положение выполняют на универсальных и
специализированных сборочно-сварочных стендах. При сварке кольцевых швов для
вращения изделия со скоростью сварки используют роликовые стенды и торцевые
вращатели. Допускается применение
роликовых стендов с приводными роликами. Для крепления и перемещения
сварочных аппаратов используют рельсовые колонны, тележки и порталы. Для
обслуживания зоны сварки сварщиком-оператором при необходимости используют
подъемные площадки. 5.5 Требования к технологической оснасткеПри ЭШС к технологической
оснастке относят формирующие устройства: ползуны, неподвижные (переставные)
накладки для формирования наружной поверхности сварного шва, устройства для их
крепления, входные карманы, выходные планки. Формирующие устройства
(ползуны) должны плотно прилегать к поверхности свариваемых кромок с целью
предотвращения вытекания из завариваемого зазора жидкого шлака и металла. Ползуны и накладки изготовляют
из меди марок M1 и М2 по ГОСТ 859. Их рабочие поверхности должны
соответствовать требованиям ГОСТ
15164. Для обеспечения требуемого
теплоотвода формирующие устройства имеют каналы для протекания охлаждающей
воды. Длину неподвижной накладки
определяют длиной свариваемого шва. Переставные накладки
применяют длиной 250-350 мм. Для хорошего прилегания с целью предотвращения
вытекания шлака в переставных накладках вверху и внизу делают скосы под углом
45°. Для крепления накладок
используют клинья и Г-образные скобы из листа толщиной 10-15 мм. Скобы
приваривают в зависимости от состояния поверхности и конфигурации шва через
(370±130) мм. Входной карман и выводные
планки изготовляют из стального листа толщиной 50-100 мм. Входной карман и выводные
планки вместе с формирующими устройствами должны обеспечить удержание шлаковой
ванны при начале и завершении ЭШС. 5.6 Требования к пооперационному контролюПооперационный контроль
проводят на всех технологических операциях ЭШС от обработки заготовок до
отделения начальных карманов и выводных планок. В процессе сварки проверяют: - напряжение сварки; - силу сварочного тока; - глубину шлаковой ванны; - скорость подачи
электродной проволоки; - скорость сварки; - расстояние, на которое
приближается электрод к формирующему устройству при возвратно-поступательном
перемещении его вдоль зазора; - положение электрода
относительно свариваемых кромок; - значение сухого вылета
электрода; - температуру воды в
формирующих устройствах; - качество поверхности шва. Напряжение сварки и силу
сварочного тока контролируют вольтметрами и амперметрами (класс точности 0,5). Контроль значений напряжения
сварки и силы сварочного тока проводят непрерывно (самописцы) или периодически
через (7±3) мин в начале и при завершении сварки и через (25±5) мин на погонной
части шва. Контроль глубины шлаковой
ванны проводят механическим щупом через (25±5) мин (при ЭШС с ползунами). Скорость подачи электродной
проволоки контролируют периодически через (7±3) мин по числу оборотов подающего
ролика в единицу времени. Скорость сварки контролируют
по количеству пройденных меловых рисок в единицу времени, нанесенных вдоль
завариваемого зазора через 0,5 м. Положение электрода внутри
свариваемого зазора контролируют с точностью ±3 мм. Температура воды в
формирующих устройствах не должна превышать 60 "С. Сварные соединения,
выполненные ЭШС, подвергают комплексному контролю, включающему визуальный
контроль, ультразвуковую дефектоскопию (только после высокотемпературной
обработки) или радиационный контроль (рентген, γ-лучами) в соответствии с ГОСТ 3242. Визуальным контролем
выявляют поверхностные дефекты: непровары, подрезы, трещины, поры, наплывы. Ультразвуковой
дефектоскопией обнаруживают дефекты внутри сварного соединения: расслоения,
непровары, подрезы, шлаковые включения, поры и трещины любой ориентации при
любой толщине свариваемого металла. Радиационный метод позволяет
обнаруживать те же дефекты в свариваемом металле ограниченной толщины:
рентгеновскими лучами - до 70 мм, γ-лучами - до 250 мм. 5.7 Требования к характеристикам рабочего места и производственного помещенияУчасток для ЭШС должен быть
расположен в хорошо вентилируемом помещении, по объему и площади
соответствующем санитарным нормам. Участок должен располагаться
в непосредственной близости от термических печей или устройств местной
термообработки. Желательно, чтобы комплекс ЭШС и термические печи находились в
соседних пролетах одного и того же цеха. Сварочные установки (стенды)
должны быть расположены в торце пролета или около цеховых колонн. Это
требование обусловлено необходимостью исключить транспортировку грузов цеховыми
кранами над установкой или аппаратом во время их работы. На участке должны быть
расположены посты ручной дуговой сварки и газовой резки, станок для очистки и
намотки сварочной проволоки, распределительное устройство водоснабжения и слив
отработанной воды, устройство автономного водоснабжения, устройство для
предварительного, сопутствующего и последующего подогрева свариваемых
заготовок. Участок следует размещать в зоне действия цехового крана достаточной
грузоподъемности. Питание участка
электроэнергией должно быть преимущественно от отдельного распределительного
щита мощностью 500 или 1000 кВ·А. 5.8 Требования к продукции, полученной ЭШССварные соединения, выполненные
ЭШС, должны обеспечивать служебные характеристики, установленные
конструкторской документацией и нормативным документом на изделие и
согласованные с заказчиком. В случае обнаружения
недопустимых дефектов сварные соединения подлежат ремонту. Метод
восстановительного ремонта (удаление дефекта, заварка, последующая термо- и
механическая обработка) назначается в соответствии с технологическим процессом,
разработанным на предприятии, осуществляющем ремонт. Дефекты швов должны быть
полностью удалены механическим путем, а образовавшаяся разделка заварена. 5.9 Требования к маркировке продукцииМаркировка должна
соответствовать указанной в конструкторской документации или нормативном
документе на продукцию. Маркировку следует выполнять в соответствии с ГОСТ
7566. 5.10 Требования к транспортированию и хранению5.10.1 Требования к
транспортированию Требования к
транспортированию проката и изделий дальнейшего передела - по ГОСТ
7566. Требования к
транспортированию отливок и поковок устанавливают в РД и НД на эти изделия.
Флюсы следует транспортировать упакованными в бумажные мешки по ГОСТ 2226,
масса нетто одного мешка - 20-50 кг. Сварочную проволоку следует
транспортировать в бухтах массой до 80 кг. По соглашению с потребителем
допускается масса бухт более 80 кг. 5.10.2 Требования к хранению Требования к хранению
проката и изделий дальнейшего передела - по ГОСТ
7566. Требования к хранению
отливок устанавливают в РД и НД на отливки. Требования к хранению
поковок - по ГОСТ 25054, ГОСТ 26131. Требования к хранению флюса
- по ГОСТ
9087. Требования к хранению
сварочной проволоки - по ГОСТ 2246. 5.11 Требования к производственной санитарии и технике безопасностиПри ЭШС крупногабаритных
заготовок с предварительным подогревом параметры микроклимата на рабочих местах
сварщиков должны соответствовать требованиям СН № 4088 [1]. Рабочую зону
сварщика необходимо экранировать подачей охлаждаемого воздуха. Балкон сварщика
специализированной установки для ЭШС заготовок толщиной 1000-3000 мм должен
быть оборудован термоизолированной кабиной с кондиционированным воздухом. Содержание вредных веществ в
воздухе рабочей зоны при ЭШС не должно превышать предельно допустимых
концентраций (ПДК) согласно ГОСТ
12.1.005. Помещение, где выполняется ЭШС, должно быть оборудовано
общеобменной вентиляцией в соответствии СП № 1009 [2], а также устройствами местной
вытяжной вентиляции. Контроль содержания вредных
веществ в воздухе рабочей зоны сварщика должен осуществляться в соответствии с
требованиями СН № 4945 [3] по основным вредным составляющим сварочного
аэрозоля: фторидам марганца, кремния, железа, титана, фториду водорода, оксида
углерода, озону и оксиду азота. Если существующая в
производственном помещении система вентиляции не обеспечивает снижение
указанных вредных веществ по ПДК, то для дополнительной защиты органов дыхания
сварщика рекомендуется применять респиратор ШБ-1 «Лепесток» по ГОСТ
12.4.028. 5.12 Требования к охране окружающей средыПри ЭШС заготовок для защиты
атмосферного воздуха от загрязнений выделяемыми вредными веществами должны быть
предусмотрены мероприятия в соответствии с требованиями ГОСТ
17.2.3.02. Утилизацию отходов основных
и вспомогательных сварочных материалов следует проводить в соответствии с
требованиями ГОСТ 380, ГОСТ 977,
ГОСТ
2246, ГОСТ
5632, ГОСТ 9087. Для охраны окружающей среды
при использовании электрошлаковой сварки необходимо: - использовать системы
автономного водоснабжения с замкнутым циклом водопользования для охлаждения
водой формирующих шов устройств; - применять вытяжные
устройства (местные и общие) для улавливания и очистки воздуха от вредных
веществ, образующихся при ЭШС. 5.13 Требования к квалификации сварщиковК выполнению работ, связанных
с техникой и технологией ЭШС, допускаются сварщики, получившие на специальных
курсах необходимую теоретическую и практическую подготовку и аттестованные не
ниже четвертого квалификационного разряда по действующему нормативному
документу. ПРИЛОЖЕНИЕ А(справочное) Библиография1 СН №
4088-86 Санитарные нормы микроклимата производственных помещений 2 СП №
1009-78 Санитарные правила при сварке, наплавке и резке металлов Ключевые слова:
электрошлаковая сварка, заготовка, завариваемый прямой зазор, завариваемый
кольцевой зазор, входной карман, выводные планки, формирующее устройство,
электродная проволока, плавящийся мундштук, скорость сварки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|