|
СОГЛАСОВАНО |
|
УТВЕРЖДАЮ |
|
|
Зам. генерального
директора ОАО «НПО ЦКТИ» _________________А.В.
Судаков «____»___________2004 г |
Главный инженер ОАО ЛЗМ «Свободный сокол» ______________П.Н. Рублев «____»__________2004г |
|
|
|
СВАРКА И КОНТРОЛЬ ТРУБОПРОВОДОВ ТЕПЛОСНАБЖЕНИЯ ИЗ
ВЫСОКОПРОЧНОГО ЧУГУНА |
|
||
|
Технологическая инструкция |
|
||
|
Срок
действия с 01.06.2004 г |
по
01.06.2009 г |
|
|
|
|
|||
Разработано |
|
||
|
Начальник отдела ОАО «НПО ЦКТИ» _______________А.А. Ланин «___»___________2004 г |
|
||
|
Директор по новым
технологиям ОАО ЛМЗ «Свободный сокол» ______________И.Б.
Лужанский «___»__________2004 |
|
||
Содержание
|
3. Квалификация сварщиков для допуска к сварке
трубопроводов 5. Подготовка и сборка деталей под сварку |
1. Общие положения
1.1
Настоящая технологическая инструкция определяет требования по подготовке,
сборке, сварке, термообработке и контролю трубопроводов пара и горячей воды IV категории
(температура до 150°С, давление до 16 кгс/см2) из высокопрочного
чугуна.
1.2
Инструкция регламентирует требования технологии сварочных работ и предназначена
для электросварщиков ручной дуговой сварки, руководителей сварочных работ и
инженеров по сварке.
1.3
Инструкция содержит указания по выбору оборудования, сварочных материалов и способов
резки, а также по подготовке и сборке изделий под сварку, технологии сварки и
контролю.
1.4
Инструкция составлена на основании следующих документов:
- ГОСТ
16037-80. Соединения сварные стальных трубопроводов;
- РД
153-34.1-003-01. Сварка, термообработка и контроль трубных систем котлов и
трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1с, 2001
г.);
- ПБ
03-75-94. Правила устройства и безопасной эксплуатации трубопроводов пара и
горячей воды;
-
Экспертное заключение о работоспособности муфтовых сварных соединений труб из
высокопрочного чугуна с шаровидным графитом ВЧ-40 для тепловых сетей (ОАО «НПО
ЦКТИ» 2003 г.).
- СНиП 3.05.03-85. Тепловые сети.
- ПБ
03-164-97. Правила изготовления паровых и водогрейных котлов, сосудов,
работающих под давлением, трубопроводов пара и горячей воды с применением
сварочных технологий.
2. Исходные материалы
2.1 Трубы из
высокопрочного чугуна, поступающие на монтаж, должны иметь сертификат, в
котором указываются механические свойства (σВ ≥
420 МПа; σТ ≥ 300 МПа; δ ≥ 10
%), химический состав (Таблица 1) и сведения о проведённых на заводе
испытаниях, в соответствии с требованиями технических условий ТУ
1461-065-50254094-2004 «Трубы, фасонные части из высокопрочного чугуна с
шаровидным графитом под сварное нахлёсточное соединение для теплотрасс». Чертёж
трубы из ВЧШГ под сварку с основными размерами нахлёсточного соединения
приведён на рис. 1.
Таблица 1 Химический состав
металла трубы из высокоточного чугуна под сварку
|
массовая доля элементов, % |
||||||
|
С |
Si |
Мn |
Mg |
S |
Р |
Сг |
|
не более |
||||||
|
3,20-3,90 |
1,9-2,8 |
до 0,25 |
0,025-0,050 |
0,010 |
0,10 |
0,03 |

Рисунок 1. Труба для нахлесточного сварного
соединения
|
Размеры в миллиметрах |
||||||||
|
Условный диаметр, DY |
|
|
Di±l,0 |
D2±2,0 |
S |
|
Масса трубы с раструбом, кг, при длине 6000/5800 мм |
|
|
100 |
118 |
108 |
117,5 |
137,5 |
6,0-1,3 |
5 |
95,1 |
92,0 |
|
150 |
170 |
160 |
169,5 |
189,5 |
6,0-1,3 |
5 |
139,2 |
134,7 |
|
200 |
222 |
202 |
221,5 |
241,5 |
6,3-1,5 |
5,3 |
191,8 |
185,6 |
|
250 |
274 |
264 |
273,5 |
293,5 |
6,8-1,6 |
5,8 |
255,8 |
247,5 |
|
300 |
326 |
316 |
325,5 |
345,5 |
7,2-1,6 |
6,2 |
322,6 |
312,1 |
Таблица 3 Электроды для сварки труб из ВЧШГ
|
№ п/п |
Марка электрода |
Производитель |
Стандарт по AWSA - 5.15 |
Тип наплавленного металла |
|
1 |
CAST Ni
Fe |
SZ-Elektrode
Jesenice.d.j.j., Словения |
Е Ni Fe CI |
железо-никелевый |
|
2 |
CAST Ni Fe В |
SZ-Elektrode Jesenice.d.j.j., Словения |
E Ni Fe
CI |
железо-никелевый |
|
3 |
SUPER Ni |
SZ-Elektrode Jesenice.d.j.j., Словения |
ENiCl |
никелевый |
|
4 |
Z-Ni 99 NC |
ELECTRODE
WORKS ZIKA LTD, Израиль |
ENI-C1 |
никелевый |
|
5 |
TSE & M |
TSE, Босния и Герцеговина |
ENI-C1 |
никелевый |
|
6 |
GEKATEK
Fe-CAST |
GEDIK
KAYNAK, Турция |
ENiFeCL |
железо-никелевый |
2.2 Для сварки в монтажных условиях рекомендуется использовать электроды на железоникелевой и никелевой основе. Марки и характеристики рекомендуемых электродов приведены в таблице 3.
2.3
По согласованию с головным институтом ОАО «НПО ПКТИ им. Ползунова» (г.
Санкт-Петербург) допускается применение других марок электродов, обеспечивающих
возможность сварки в потолочном положении и получение необходимых характеристик
сварного соединения.
2.4
Для монтажа трубопроводов применяются фасонные части из высокопрочного чугуна,
изготовленные согласно ТУ 1461-065-50254094-2004.
2.5
В сварных соединениях элементов из разнородных материалов могут применяться
детали (фланцы, трубы) из низкоуглеродистой конструкционной стали, поставляемых
по ГОСТ
10705-80, ГОСТ
1050-88.
3. Квалификация сварщиков для допуска к сварке трубопроводов
3.1 К
прихватке и сварке трубопроводов из высокопрочного чугуна допускаются сварщики
после дополнительного обучения и аттестации по специальной программе.
3.2
Независимо от наличия соответствующего удостоверения сварщики должны перед
началом работы заварить один контрольный образец в неповоротном положении.
Качество образца проверяется визуальным контролем и исследованием макрошлифов.
3.3
Из контрольного образца должны быть вырезаны не менее двух образцов из
потолочного и двух образцов из вертикального положения сварки.
3.4 Схема вырезки образцов для изготовления макрошлифов приведена на рисунке 2.
3.5
Результаты визуального контроля должны удовлетворять п.5.16 СНиП 3.05.03-85. Тепловые сети. Результаты
исследований макрошлифов считаются удовлетворительными, если обнаруженные
дефекты не превышают размеры, указанные в таблице 3 СНиП 3.05.03-85 «Тепловые сети».
3.6 В случае получения неудовлетворительных результатов контроля качества пробного стыка (при надлежащем качестве сварочных материалов, установленном предварительной проверкой) сварщик к работе не допускается. Сварщик может быть допущен к сварке трубопроводов только после дополнительной практической подготовки и получения положительных результатов при сварке пробных стыков, но не ранее чем через 10 дней с момента отстранения от работы.
4. Сварочное оборудование
4.1 Для ручной дуговой сварки трубопроводов из высокопрочного чугуна рекомендуется применять источники постоянного тока с крутопадающей характеристикой, например, выпрямители типа ВДУ-506, ВД-300, а также инверторные источники питания дуги, например, ВДУЧ-200, ФЕБ-350М и др.
4.2
Для подогрева и термической обработки сварных соединений на монтаже
рекомендуется применять кольцевые воздушно-пропановые горелки (рис. 3).
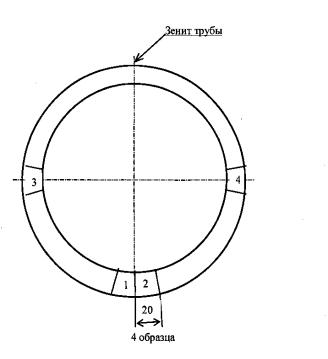
Рис. 2 Схема
вырезки макрошлифов из контрольного образца сваренного в неповоротном
положении.

1. Корпус горелки. 2. Центратор. 3. Замок. 4.
Сопло. 5. Свариваемая труба. 6. Инжекторный узел
Рисунок
3. Устройство пропаново-воздушной кольцевой горелки.
5.
Подготовка и сборка деталей под сварку
5.1 Резка труб и снятие фасок должны производиться механическим способом шлифмашинкой с абразивным армированным кругом.
5.2
Подготовка кромок труб под сварку приведена в таблице
4.
5.3
Кромки стыкуемых деталей и прилегающие к ним поверхности (снаружи и внутри) перед
сваркой должны зачищаться до металлического блеска для удаления грязи, масла и
ржавчины на ширине не менее 10 мм от торца.
5.4
Сборка элементов трубопроводов под сварку может производиться с применением
сборочных приспособлений (центраторов) или с помощью прихваток.
5.5
Размеры и расстояния между прихватками показаны на рис. 4. Прихватки должны выполняться на тех же режимах и
по той же технологии, что и сварка. При сварке основного шва прихватки должны
быть полностью, переплавлены.
5.6
При использовании труб не мерной длины они должны обрезаться шлифмашинкой до
нужного размера. На конце трубы для её захода в раструб должен сниматься конус
1:14 на длине 100 мм. Снятие конуса должно осуществляться механическим способом
с применением шлифмашинки или специального инструмента.
5.7
Для сборки компенсаторов, установки задвижек, ответвлений должны использоваться
фасонные части из ВЧШГ по ТУ 1461-065-50254094-2004.
6. Сварка
6.1 Сварка труб из ВЧШГ может производиться только в условиях надёжной защиты от ветра и попадания на стык атмосферных осадков и грязи.
6.2
Перед сваркой необходимо просушить электроды согласно режимам указанным на
упаковке.
6.3
Сварка осуществляется на постоянном токе обратной полярности.
6.4 Режим сварки устанавливается в зависимости от пространственного положения и диаметра электрода:
|
При диаметре
электрода: |
2,5 мм – Iсв = 60... 80 А |
|
3,0 (3,25) мм - Iсв = 80...100 А |
|
|
4 мм - Iсв =110... 140 А. |
6.5 Сварку труб Ду 100 и 150 мм можно осуществлять
без предварительного подогрева, при сварке труб Ду 200, 250,
300 мм необходим предварительный подогрев 150-250°С. Предварительный подогрев
необходимо осуществлять кольцевыми газовыми горелками (рис. 3).
6.6
При температуре окружающего воздуха ниже 8°С необходим предварительный подогрев
150.. .250°С независимо от диаметра трубы.
6.7
Сварку труб необходимо осуществлять в 2 прохода. Порядок наложения слоев
показан на рис. 5. После сварки первого
прохода необходимо полностью удалить шлаковую корку металлической щеткой.
6.8
Сварка должна осуществляться «короткой дугой» с минимальными колебаниями и
отрывами электрода.
Таблица 4 Подготовка кромок под сварку и основные размеры сварного шва
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Эскиз подготовленных кромок свариваемых
деталей |
Эскиз сварного шва |
Условное обозначение сварного соединения |
|
Нахлесточное соединение труб с конусным
раструбом на одном конце трубы
|
Без скоса кромок |
Односторонний |
|
|
НР |
|
Нахлесточное соединение труб муфтой
|
Без скоса кромок |
Односторонний двойной |
|
|
Н4 |
|
Угловое соединение фланца или кольца с
трубой
|
Без скоса кромок |
Двусторонний |
|
|
У5 |









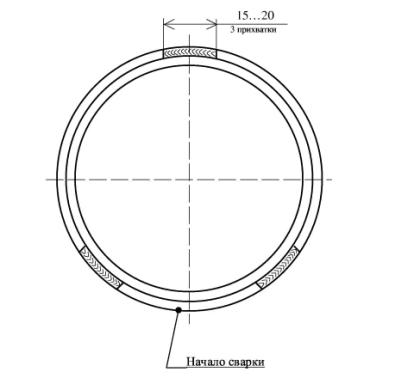
Рис. 4 Порядок выполнения прихваток при Ду
свыше 100 мм.
6.9
Вертикальные неповоротные стыки свариваются в направлении «снизу-вверх». Наплавку
слоя в потолочной части стыка следует начинать, отступая на 10.. .30 мм от
нижней точки.
6.10 После окончания сварки для устранения структур отбела и закалки в ОШЗ необходимо провести отжиг стыка кольцевой газовой горелкой по режиму: нагрев до 920...950°С за 5...7 мин, выдержка при этой температуре 1...2 мин, замедленное охлаждение под слоем теплоизоляционного материала. Температуру подогрева необходимо контролировать оптическим пирометром типа «Кельвин-У» с диапазоном измеряемых температур от 50 до 1200°С и с точностью ± 5°С.
6.11
Все сварные соединения должны быть заклеймены сварщиками, выполнявшими сварку.
Клеймо рекомендуется наносить несмываемой краской на расстоянии 30.. .40 мм от
стыка.
7.
Контроль качества сварки
7.1
Сварные соединения труб из ВЧШГ должны подвергаться систематическому контролю,
который должен состоять из предварительного, пооперационного и окончательного.
7.2
К предварительному контролю относятся:
а)
проверка квалификации сварщиков;
б)
контроль качества сварочного материала;
в)
проверка оборудования для сварки.
7.3
В пооперационный контроль должна входить проверка:
а)
точности сборки под сварку;
б)
чистоты основного и присадочного материала;
в)
качества и количества прихваток;
г)
соблюдения требований данной технологии и режимов сварки.
7.4
Контроль качества сварных соединений включает в себя:
а)
заварку контрольного стыка с последующей вырезкой и исследованиями макрошлифов;
б)
визуальный и измерительный контроль;
в)
гидроиспытания увеличенным давлением.
7.5.
Заварка контрольного образца производится перед началом монтажа трубопровода в
условиях полностью повторяющих монтажные, включая диаметр трубопровода, технику
сварки и прочие особенности технологии. Заварка контрольного образца
производится в неповоротном положении. Заварка контрольного образца
производится при каждой смене условий монтажа трубопровода (например диаметр
трубопровода), но не реже одного раза в месяц для каждого сварщика,
задействованного в монтаже.
Из контрольного
образца производится вырезка и последующие исследования макрошлифов. Количество
макрошлифов и правила контроля качества по макрошлифам изложены в разделе 3.
настоящей Инструкции.
Визуальному контролю
подвергаются 100 % сварных соединений. Визуальный осмотр рекомендуется
производить с применением лупы 3-10-кратного увеличения.

Рис. 5 Порядок наложения слоев при сварке
вертикального стыка труб:
а) для труб диаметром до
219 мм; б) для труб диаметром более 219 мм.
Сварные
соединения признаются неудовлетворительными если будут выявлены следующие
дефекты:
а)
трещины всех видов и направлений, расположенные в металле шва или околошовной
зоне;
б)
несплавления, расположенные на поверхности сварного соединения;
в)
свищи, бугристость поверхности, не заваренные кратеры, прожоги;
г)
отклонения от величины катета, установленной в данной инструкции.
7.6 Контроль нахлёсточных и угловых сварных соединений рентгеновским и ультразвуковым контролем не производится.
7.7
Гидроиспытания сварных соединений осуществляются на давление 1,25 от рабочего.
Гидроиспытания трубопровода считаются удовлетворительными, если после выдержки
с испытательным давлением в течение 15 мин в сварных соединениях и в
трубопроводе в целом не обнаружено течи, запотевания или любых других нарушений
герметичности.
8. Техника
безопасности
При
производстве строительно-монтажных работ руководствоваться положениями:
СНиП III-4-80*. Техника
безопасности в строительстве.
СНиП
12-03-99. Безопасность труда в строительстве. Часть 1. Общие требования.
Лист регистрации изменений
|
Номер изменения |
Дата утверждения |
Перечень измененных пунктов |
Дата введения в действие изменения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|